Ein Sicherheitsventil ist ein unverzichtbares Element in zahlreichen industriellen und technischen Systemen. Seine Hauptaufgabe besteht darin, eine gefährliche Überdrucksituation in Behältern, Rohrleitungen oder Maschinen zuverlässig zu verhindern. Durch die zunehmende Komplexität industrieller Prozesse gewinnt das Sicherheitsventil immer mehr an Bedeutung.
Was ist ein Sicherheitsventil?
Ein Sicherheitsventil ist ein automatisches Ventil, das sich bei einem bestimmten Überdruckwert öffnet, um überschüssiges Medium (Gas, Dampf oder Flüssigkeit) aus einem System abzuführen. Dadurch wird der Druck im Inneren gesenkt und das System vor Schäden oder gar Explosionen geschützt.
Nach der Druckentlastung schließt das Sicherheitsventil selbstständig und dichtet die Leitung wieder ab. Dieser automatische Schutzmechanismus gewährleistet einen kontinuierlich sicheren Betrieb ohne manuelles Eingreifen.
Warum ist ein Sicherheitsventil notwendig?
In industriellen Anwendungen, in denen mit hohen Drücken gearbeitet wird – etwa in der Chemie-, Lebensmittel-, Energie- oder Pharmaindustrie – kann ein unkontrollierter Druckanstieg zu gefährlichen Situationen führen. Ohne ein funktionierendes Sicherheitsventil besteht die Gefahr von Rohrbrüchen, Explosionen oder Kontaminierungen.
Darüber hinaus ist ein Sicherheitsventil oft gesetzlich vorgeschrieben, insbesondere bei Druckbehältern, Kesseln und kritischen Anlagen. Es schützt nicht nur Anlagen, sondern auch Mitarbeitende und die Umwelt.
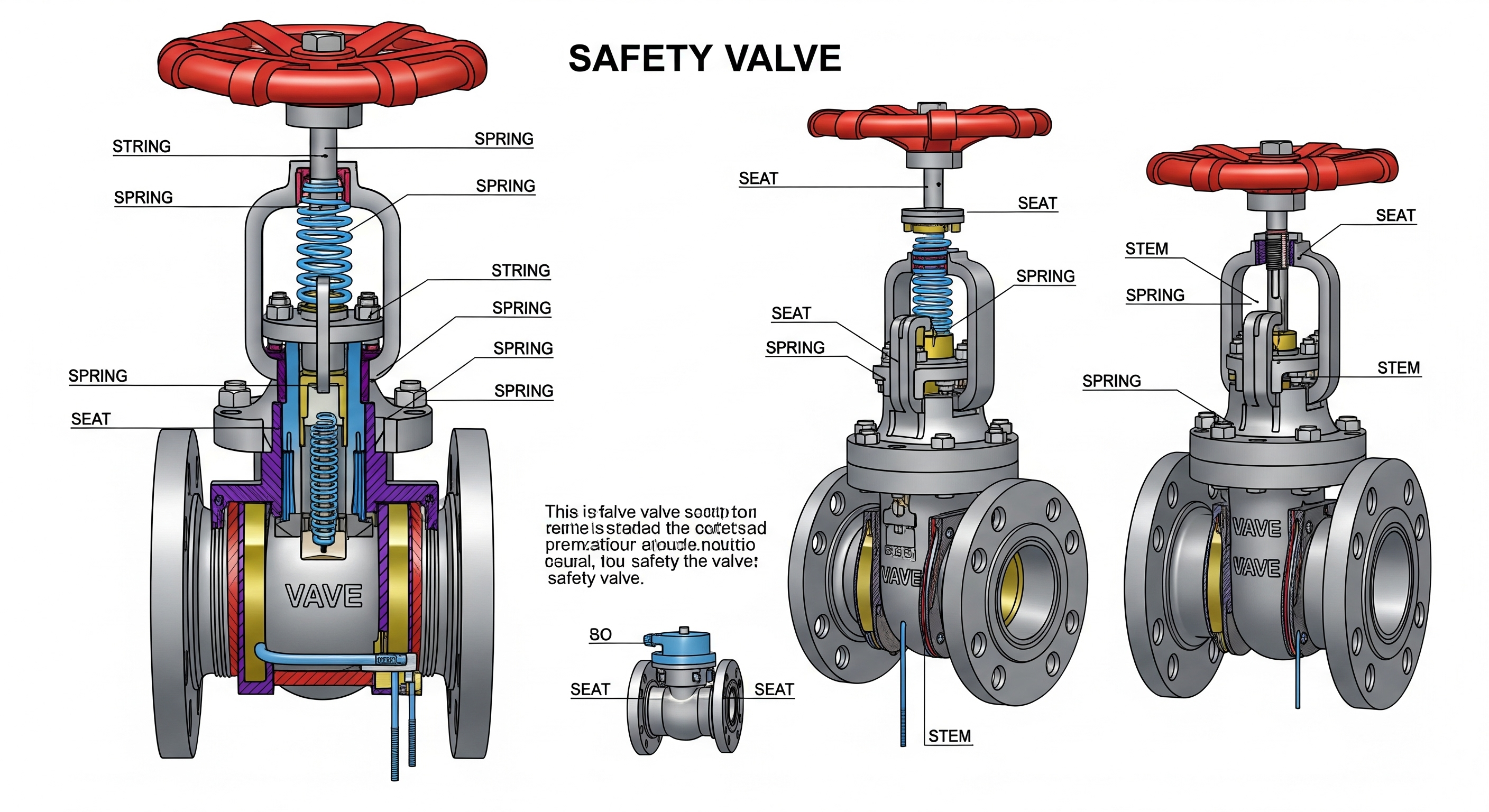
Funktionsweise eines Sicherheitsventils
Das Sicherheitsventil basiert auf einem einfachen, aber äußerst effektiven Prinzip: Eine vorgespannte Feder hält das Ventil geschlossen. Steigt der Druck im System über den vorgegebenen Einstellwert hinaus, wird die Federkraft überwunden und das Ventil öffnet sich.
Sobald der Druck wieder unter die kritische Grenze gefallen ist, schließt das Sicherheitsventil automatisch und verhindert weitere Verluste des Mediums. Diese Selbstregelung gewährleistet eine hohe Betriebssicherheit.
Einsatzbereiche für Sicherheitsventile
Sicherheitsventile werden in nahezu allen Industriebranchen eingesetzt. Typische Anwendungen umfassen:
- Druckbehälter in der Chemieindustrie
- Kesselsysteme in der Energietechnik
- Dampfleitungen in Raffinerien
- Rohrleitungen mit Gasen und Flüssigkeiten
- Kompressoranlagen und Druckluftsysteme
- Pharmazeutische Produktionsanlagen
In all diesen Bereichen trägt das Sicherheitsventil entscheidend dazu bei, den Druck innerhalb sicherer Grenzen zu halten.
Typen von Sicherheitsventilen
Es gibt verschiedene Arten von Sicherheitsventilen, die je nach Anwendung gewählt werden:
- Federbelastete Sicherheitsventile
Weit verbreitet und präzise einstellbar. Sie reagieren schnell auf Druckspitzen. - Gewichtbelastete Sicherheitsventile
Ideal für offene Systeme mit niedrigen Drücken. - Pilotgesteuerte Sicherheitsventile
Für komplexe Prozesse mit hohen Durchflussmengen und präziser Steuerung. - Thermische Sicherheitsventile
Öffnen bei Temperaturerhöhung, z. B. bei Flüssigkeitserhitzung in geschlossenen Systemen.
Die Auswahl des richtigen Sicherheitsventils ist entscheidend für die Betriebssicherheit und sollte anhand der spezifischen Prozessanforderungen erfolgen.
Materialien und Bauarten
Sicherheitsventile werden aus robusten Materialien gefertigt, um aggressiven Medien und extremen Temperaturen standzuhalten:
- Edelstahl: Korrosionsbeständig und hygienisch, ideal für Lebensmittel und Pharma.
- Messing: Wirtschaftlich und vielseitig einsetzbar.
- Gusseisen und Bronze: Für hohe mechanische Belastungen.
Auch die Dichtungen im Sicherheitsventil – beispielsweise aus PTFE, EPDM oder Viton – müssen auf das Medium und die Einsatzbedingungen abgestimmt sein.
Vorteile eines Sicherheitsventils
Ein Sicherheitsventil bietet zahlreiche betriebliche und sicherheitsrelevante Vorteile:
- Maximale Sicherheit für Anlagen, Personal und Umwelt
- Automatischer Betrieb ohne menschliches Eingreifen
- Zuverlässiger Schutz bei Drucküberschreitung
- Lange Lebensdauer bei richtiger Wartung
- Einfache Integration in bestehende Systeme
- Erfüllung gesetzlicher Anforderungen nach Normen und Richtlinien
Gesetzliche Normen und Zertifizierungen
Der Einsatz von Sicherheitsventilen unterliegt strengen Normen:
- DIN EN ISO 4126 – Sicherheitsventile für Druckanlagen
- AD 2000-Regelwerk – Technische Regelwerke für Druckbehälter
- ASME Code – Für internationale Märkte
- PED (Pressure Equipment Directive) – EU-Richtlinie für Druckgeräte
Ein zugelassenes Sicherheitsventil erfüllt alle sicherheitsrelevanten Standards und reduziert das Haftungsrisiko für Betreiber erheblich.
Wartung und Inspektion
Ein funktionsfähiges Sicherheitsventil muss regelmäßig gewartet werden. Folgende Schritte sind wichtig:
- Regelmäßige Sichtkontrolle auf Leckagen und Korrosion
- Prüfung des Öffnungsdrucks im Rahmen von Wartungsintervallen
- Austausch von Dichtungen und Federn bei Verschleiß
- Dokumentation zur Einhaltung gesetzlicher Vorgaben
Eine regelmäßige Wartung verlängert die Lebensdauer des Sicherheitsventils und sorgt für gleichbleibende Funktionssicherheit.
Zukunftstechnologien und intelligente Sicherheitsventile
Mit der Entwicklung von Industrie 4.0 hält auch bei Sicherheitsventilen die Digitalisierung Einzug:
- Sensorik für Drucküberwachung
- Fernwartung via IoT
- Integration in Leitsysteme
- Zustandsüberwachung in Echtzeit
Diese smarten Technologien erhöhen die Betriebssicherheit und senken gleichzeitig Wartungskosten.
Fazit
Das Sicherheitsventil ist mehr als nur ein Bauteil – es ist ein Garant für Sicherheit, Effizienz und gesetzeskonformen Betrieb in modernen Industrieanlagen. Mit der richtigen Auswahl, regelmäßiger Wartung und Einhaltung gesetzlicher Vorgaben schützt es nicht nur Maschinen und Prozesse, sondern auch das Wichtigste: Menschenleben.